
言語

簡単な要点:
を購入する紙管製造機実際の生産が始まるまでは単純に見えます。ある週は直径のドリフトを追いかけていましたが、次の週には 接着剤の蓄積を掃除すると、顧客は芯が柔らかい、端が不均一になると苦情を言います。この記事は、調達チーム、工場所有者、 安定した出力と予測可能な運用コストを提供する機械を選択して試運転するための明確で低リスクな道筋を必要とするエンジニア オペレーターのトレーニングも容易になります。
実際にチューブの品質を生み出す(または破壊する)生産ステップ、最も重要な仕様、および意思決定マトリックスを詳しく説明します。 繊維コア、フィルム巻き取りコア、紙缶チューブ、工業用保護チューブなどの用途を適切な機械に適合させるために使用できます。 構成。また、受け入れチェックリスト、「ミステリー ダウンタイム」を防ぐメンテナンス プラン、最後には実践的な FAQ も含まれています。
ほとんどの購入者は、速度、直径範囲、価格を比較することから始めます。これらの数字は重要ですが、なぜ 2 つの工場が 「似たようなマシン」でも、最終的にはまったく異なる結果が得られます。私たちの経験では、本当の問題は日々の生産現場に現れます。
購入者の考え方の変化:「最高速度はどれくらいですか?」と聞かないでください。初め。 「顧客が毎回チューブを受け入れるためには、何が安定していなければなりませんか?」と尋ねてください。 あ紙管製造機スピードマシンを装ったスタビリティマシンです。
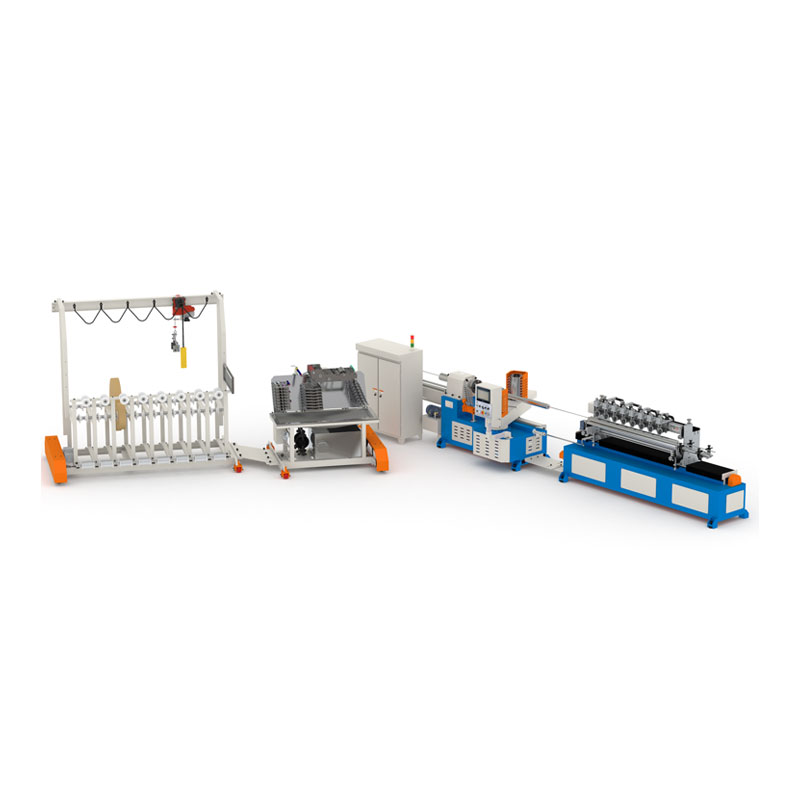
厚い壁紙コア、織物コア、フィルム巻き取りコア、または複合紙缶チューブを製造する場合でも、コアのプロセスは同様です。 紙送り、接着剤塗布、マンドレルへのスパイラル巻き、所定の長さに切断、硬化/仕上げ。 「大丈夫」の違い そして「確実」とは4つのポイントでのコントロールです。
1) 紙送りと層張力
複数のレイヤーは、張力が変化するまでは単純に思えます。 1 つの層のフィードがわずかに緩い場合、楕円形、弱い結合ゾーン、または表面が得られる可能性があります。 波打つ。特に幅広のロールを使用したり、用紙グレードを切り替えたりする場合は、安定した巻き戻し、位置合わせの修正、再現可能な張力制御を求めてください。
2) 接着剤塗布の一貫性
接着剤は多くの場合、スクラップやクリーニングのダウンタイムの最大の原因となります。接着剤が少なすぎると、負荷がかかると層間剥離が発生します。接着剤が増えすぎる コスト、混乱、硬化時間。実際に尋ねるべき質問:
3) 巻線形状とマンドレルの安定性
巻き付け角度、マンドレルの剛性、および機械的アライメントによって、チューブの ID/OD が長期にわたって許容範囲内に収まるかどうかが決まります。 顧客がタイトフィットコアを必要とする場合、たとえ小さなドリフトでもコストが高くなります。
4) 切断品質と発塵抑制
カッティングでは「速い」ことが「リスク」になるのです。切断が不十分だと、特に厚いチューブの場合、バリ、粉塵、または不均一な端が発生します。 完成品を直接扱う業界 (パッケージングまたは消費者向けアプリケーション) に出荷する場合は、クリーン カットが重要です。
比較すると、紙管製造機、問題点に直接関係する仕様に焦点を当てます。 以下の表は実用的なチェックリストです。サプライヤーとの話し合いを構成し、曖昧な約束を避けるために使用してください。
| 何を評価するのか | なぜそれが重要なのか | 何を要求するか(証拠ベース) |
|---|---|---|
| チューブ内径/外径範囲および肉厚範囲 | 製品の機能とターゲット市場を定義します | 最小/中間/最大サイズのサンプル チューブと測定方法および公差 |
| レイヤー機能と用紙の互換性 | 強度と剛性は層と紙のグレードによって異なります | 継続的な試用期間中、実際の論文 (またはそれに近い論文) を実行します。 |
| 切断方法と切断安定性 | 最終品質、ダスト、不合格率を決定します | 生産速度で切断面、バリレベル、長さの再現性を検査します。 |
| 切り替え時間(長さ/直径) | 多品種生産では週あたり数時間のロスが生じる可能性がある | 一般的な製品スイッチを使用した時間指定切り替えのデモ |
| 制御システムとオペレーターインターフェース | オペレーターへの依存とトレーニング時間を削減します | パラメータレシピ、アラームログ、ステップバイステップの操作ワークフローを表示 |
| メンテナンス設計 | 接着剤の蓄積や部品の摩耗による「目に見えないダウンタイム」を防ぎます | スペアパーツリスト、推奨される整備間隔、およびクリーニング用のアクセスポイント |
| ユーティリティとフットプリント | 電力とスペースの制約により、実際のスループットが制限される可能性があります | 設置レイアウト、電力要件、推奨作業スペース |
実際的なルール:サプライヤーが実際のサンプルと再現可能なテストで安定性を実証できない場合、 購入しているのは設備ではなく、リスクです。
すべての真空管が同じというわけではありません。軽量の包装用チューブでは良好なパフォーマンスを発揮する機械でも、厚い工業用コアでは苦戦する可能性があります。 このマトリックスは、アプリケーションとマシンの機能を一致させるための出発点として使用してください。
| 応用 | 一般的な購入者の優先順位 | 推奨マシンフォーカス | よくある避けるべき失敗 |
|---|---|---|---|
| 繊維・布帛ロールコア | 強度+直進性 | 安定した巻取り張力、均一な肉厚、確実な切断 | 重いロールの下で変形するソフトコア |
| フィルム巻芯・カーペット巻芯 | 寸法安定性 | マンドレルの剛性、厳格な公差管理、きれいな切断端 | 楕円形のチューブにより巻線装置の取り付けに問題が発生する |
| 複合紙缶チューブ | 表面仕上げ+接着 | 均一な接着剤塗布、安定した層結合、より滑らかな仕上げオプション | 層間剥離または目に見える接着剤の跡 |
| 工業用保護管・一般包装 | コスト効率 | 材料の利用、迅速な切り替え、簡単なメンテナンスアクセス | 接着剤の不安定性とカッターの磨耗による大量のスクラップ |
| 厚肉コア(ヘビーデューティー) | 耐荷重 | 肉厚を厚くする能力、堅牢な駆動システム、安定した切断能力 | 過剰なゴミ/バリと不均一な端面 |
A 紙管製造機「見た目が良い」という基準で受け入れられると、購入はストレスになります。測定可能な計画が必要です。 以下は、工場に合わせて適用できる試運転チェックリストです。
受け入れテスト(出荷前または現場)
オンサイト設置の必需品
ヒント: 合格基準を明確に定義できない場合、後で品質に関する紛争を公正に管理することができません。 測定可能な計画は、購入者と供給者の両方を保護します。
機械価格は予算の一行にすぎません。実際のコストは、紙の廃棄物、接着剤の廃棄物、労働時間、 そして出荷は戻ります。定量化する必要がある 4 つの ROI 要因は次のとおりです。
単純な ROI 思考実験:
安定性の向上により、材料のほんの一部と週に数時間の節約が可能であれば、
特に多品種の注文がある工場では、予想よりも早く回収できる可能性があります。
を選択する紙管製造機ハードウェアだけの問題ではありません。また、サプライヤーがプロジェクトをどのようにうまくガイドできるかということも重要です。 仕様を安定した生産に導きます。で温州飛華印刷機械有限公司、私たちは購入者に購入を扱うことをお勧めします 生産システムの決定として、材料、プロセス制御、オペレーターのルーチン、およびアフターサポートはすべて、長期的なパフォーマンスに影響します。
最も効果的なプロジェクトは、通常、明確な道筋をたどります。
Q1: 正確な紙管製造機の推奨事項を得るには、サプライヤーに何を提供すればよいですか?
チューブのID/OD範囲、肉厚、長さ範囲、紙の種類(坪量とコーティング)、接着剤の種類、1日の生産量目標、および業種を共有します。 あなたは奉仕します。 「黄金のサンプル」チューブをお持ちの場合は、写真と測定値を共有してください。要件が明確であればあるほど、インストール後に驚くことが少なくなります。
Q2: 現在使用している真空管が時々層間剥離を起こします。それは常に接着剤の問題ですか?
いつもではありません。層間剥離は、接着剤の不均一性によって発生する可能性がありますが、紙の湿気、層間の張力バランスの悪さ、不十分な場合もあります。 硬化時間。構造化されたトラブルシューティングのアプローチでは、最初に接着剤のコーティングをチェックし、次に用紙のばらつきをチェックし、次に張力と巻きの位置をチェックします。
Q3: 新しい紙管機械が最初の 1 か月後にパフォーマンスが低下する最も一般的な理由は何ですか?
最も一般的な理由は、ルーチンの欠如です。オペレーターが標準設定から逸脱し、時間のプレッシャーで清掃が省略され、大量の紙が必要になります。 調整なしで変更します。短い毎日のチェックリスト (始動チェック、工程中の測定、接着ステーションの清掃) がこれを防ぎます。
Q4: 小規模工場には全自動制御が必要ですか?
製品の組み合わせが安定していて、経験豊富なオペレーターがいる場合は、より単純な制御で機能する可能性があります。ただし、サイズを頻繁に変更する場合は、複数回実行してください。 シフトを変更したり、より迅速なトレーニングを希望したりする場合、自動化を改善すると、多くの場合、スクラップやオペレーターへの依存が減り、効果が得られます。
Q5: 双方にとって「公平」な受け入れテストは何ですか?
公正なテストでは、合意された資料を使用し、実際の動作を明らかにするのに十分な時間をかけて実行し、共有された方法を使用して出力を測定します。そうすれば、 質の高い議論は主観的ではなく事実にとどまります。
右紙管製造機初日だけでなく、数か月の実際の使用後もチューブの一貫性を維持します。 実際の紙のロット、実際のオペレーター、そして実際の注文圧力による生産。コントロールポイント(張力、接着剤、巻き取り位置)を評価すると、 切断など)、測定可能な受け入れ計画を主張することで、リスクを大幅に軽減し、マージンを保護できます。
新しいチューブラインを計画している場合、または古いチューブのアップグレードを計画している場合は、チューブの仕様と毎日の出力目標をお知らせください。 私たちは、適切な構成と実際に実施できる受け入れ計画のマッピングをお手伝いします。お問い合わせカスタマイズされた提案を得るために。











