
言語

A ペーパーT宇部機械表面的には単純そうに見えますが、紙を丸め、接着剤を塗布し、所定の長さにカットします。実際の工場では、不安定なチューブ強度、接着剤の混乱、頻繁なダウンタイム、遅いサイズ切り替え、 一貫性のないカットにより無駄が生じ、顧客からの苦情が発生します。 この記事では、チューブの製造プロセス、生産で最も一般的な悩みの種、実際に必要な機械の機能について詳しく説明します。 それらを解決してください。また、実践的な購入チェックリスト、機能と問題点の表、メンテナンス プレイブックも提供されているので、 驚きの少ない安定したシフト。
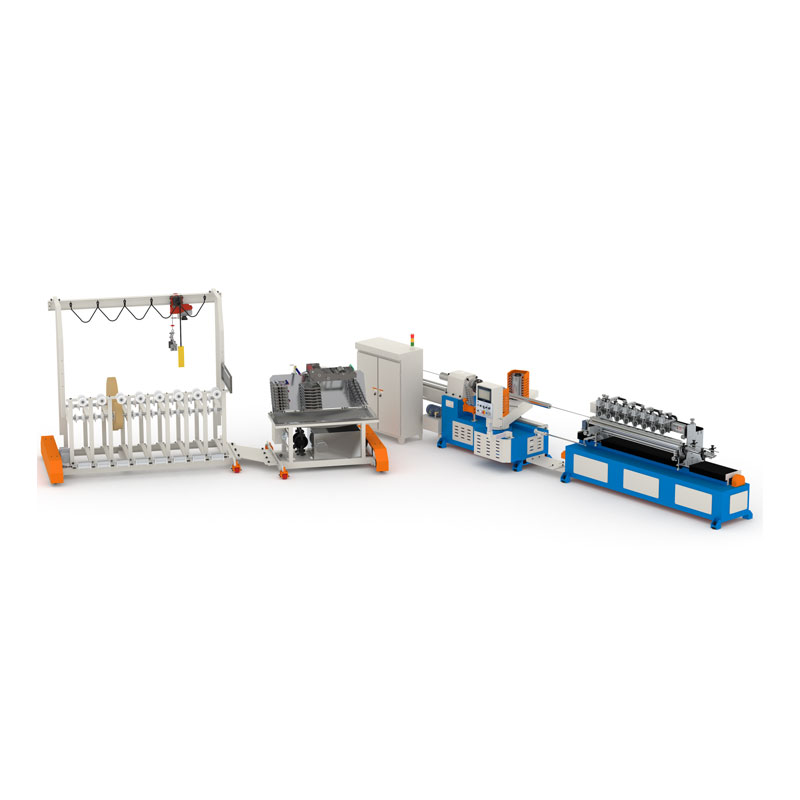
A 紙管製造機マンドレル(シャフトまたはコアと呼ばれることもあります)の周りに複数の紙の層を巻き付けてチューブを形成します。 接着剤で接着し、必要な長さにチューブをカットします。業界によっては、完成したチューブが包装用チューブになる場合があります。 フィルムまたは繊維コア、複合缶本体、または保護スリーブとして使用される構造チューブ。
単に機能するだけの「チューブメーカー」と、(丁寧に)お金を印刷するラインの違いは、一貫性です。 一貫した張力、一貫した接着剤塗布、一貫した巻取り圧力、一貫した切断。 これらの変数が変動すると、チューブが弱くなったり、楕円形になったり、層間剥離、ほこり、接着剤の汚染、または長さの許容差が低下したりすることがあります。
問題点 1: チューブの強度が一貫していない
顧客は紙のバッチが変化したり、一晩で湿度が変化したりすることを気にしません。チューブが潰れたり剥離したりすると、 巻き取り・梱包時に崩れたり、信頼性や余裕を失います。強度の問題は通常、紙の張力制御に遡ります。 接着剤の均一性、巻圧の安定性。
問題点 2: 接着剤の汚れと不安定な接着
接着剤が多すぎると、滑り、汚染、清掃のダウンタイムが発生します。少なすぎると層間剥離や接合部の脆弱化の原因となります。 多くの場合、制御された接着剤の供給経路 (およびオペレーターに優しい清掃ルーチン) が最も早い ROI アップグレードとなります。
問題点 3: 切り替えが遅い
直径や肉厚の切り替えに時間がかかると、製品の多様性が損なわれ、注文を逃すことになります。 素早いサイズ変更は、クイック調整メカニズム、明確なセットアップ基準、安定したデジタルレシピに依存します。
問題点 4: 切断精度が悪く、エッジが粗い
不適切なカットは、長さの不一致、バリ、端の潰れ、顧客からの苦情として現れます。 切断の安定性は剛性、刃の状態、チューブの送り速度との同期、 クリーンな粉塵処理方法。
新しい回線を評価する場合、「最大速度はどれくらいですか?」という質問から始めないでください。まずは次の質問から始めてください。 「私たちのチューブの仕様では、品質がドリフトすることなくフルシフトで安定した速度はどれくらいですか?」
プロセスを理解すると、どこに不安定性が潜んでいるかを特定するのに役立ちます。ほとんどの紙管製造は次の順序に従います。
安定した紙管製造機「1つの機能」ではありません。それは連鎖です。張力がずれると接着剤が不均一になります。接着剤が均一でない場合は、 巻き上げ圧力の挙動が異なります。巻き圧が変わると切れ味が変わります。優れた機器により、チェーンが予測可能になります。
理論上ではなく実際の運用時に最も重要になる傾向にある機能は次のとおりです。
| 生産上の問題 | 役立つマシンの機能 | 評価中に注意すべきこと |
|---|---|---|
| チューブの剥離・接着力の弱さ | 安定した接着剤塗布と制御された接着剤経路 | 均一な接着フィルム、掃除が簡単な部品、紙の坪量とチューブの厚さの明確な設定範囲 |
| 楕円管・真円度が悪い | 強固な成形システムと安定した巻圧力 | 一貫したチューブ外径/内径読み取り値、最小限の振動、目標速度でのスムーズな動作 |
| シワや層のズレ | 優れた用紙ガイドと張力の安定性 | クリーンなウェブパス、信頼性の高いブレーキ/コントロール、リール交換後の再現可能なアライメント |
| 粗いエッジ/長さの不一致 | 正確な切断同期 | 長期にわたるサンプルの切断: バリ、端の潰れ、長さの公差の一貫性をチェックします。 |
| 起動時のスクラップが多すぎる | クイックセットアップリファレンスとオペレーターフレンドリーなコントロール | 簡単なパラメータ調整、明確なインジケーター、再起動後の安定した結果 |
| クリーニングや詰まりによるダウンタイム | メンテナンスアクセスと予測可能な消耗品 | シンプルな洗浄手順、アクセス可能な接着/切断エリア、標準的な摩耗部品 |
何が欠けているかに注目してください。それは曖昧な約束です。購入に関する最良の会話は、真空管の仕様と現実の変化を中心に展開します。 サプライヤーがその方法を説明できれば、紙管製造機長時間の走行でも安定した状態を保ちます(特にリール交換時や再起動時)。 それはあなたが良い決断に近づいているときです。
見積もりを比較する前に、要件をロックしてください。薄肉の包装チューブに最適な機械でも、重工業の中核には適さない可能性があります。 「ほぼ正しい」購入を避けるために、以下のチェックリストを使用してください。
真空管の要件を定義する
実証実験の考え方を尋ねる
| 何を検証するか | 検証方法 | 合否の手がかり |
|---|---|---|
| 寸法安定性(外径・内径・真円度) | 長時間の実行中および再起動後にチューブを測定 | ドリフトが最小限に抑えられ、ノブを回し続けなくても測定値が安定します |
| 接着強度の一貫性 | 断面を切断し、層の接着の均一性を確認します | 明らかな乾燥ゾーンがなく、過剰な接着剤のはみ出しもありません |
| カット品質 | 端にバリや潰れがないか検査します。長さの許容差を確認する | きれいなエッジとバッチ間で再現可能な長さ |
| オペレーターの経験 | オペレーターにリール交換と再起動の手順を実行してもらいます | プロセスは平静を保っています。セットアップは明確で再現可能です |
| メンテナンスの現実性 | クリーニングと摩耗部品の交換手順を順を追って説明します | アクセシブルなデザインとスキップされないシンプルなルーチン |
チューブ製造の品質管理は複雑である必要はありません。一貫性がある必要があります。 を実行している場合は、紙管製造機大規模になると、小さなドリフトはすぐに高価になります。
プロのヒント: スクラップが「ランダムに」急増する場合、それは通常ランダムではありません。いつ発生したか (リール交換後、停止後、湿気の多い時期など) を追跡してください。 そして修正できるパターンが見つかります。
稼働時間は戦略であり、願望ではありません。を維持する最も簡単な方法紙管製造機安定とは、メンテナンスを運用の一部のように扱うことです。 多くの植物が使用している実用的なアプローチは次のとおりです。
| 頻度 | 何をするか | なぜそれが重要なのか |
|---|---|---|
| シフトごと | 接着剤の接触領域を清掃し、切断近くの紙粉を取り除き、明らかな緩みを確認します | 接着不安定や切断不良の原因となる蓄積を防止します。 |
| 毎日 | ブレード/ツールを検査し、基本的な位置合わせガイドを確認し、可動部品に異常な音がないか確認します。 | スクラップやダウンタイムになる前に摩耗を早期に発見します |
| 毎週 | 潤滑ルーチン、より深い洗浄、張力と供給の安定性の確認 | プロセスを安定させ、ドリフトを防止します |
| 毎月 | スペアパーツの在庫を確認し、主要な摩耗コンポーネントを検査し、オペレーターのリフレッシュトレーニングを更新します | 緊急停止を減らし、チーム全体で一貫した運用を維持します |
トラブルシューティングを行う場合は、症状から始めて逆方向に作業してください。 切り口が荒い場合は、すぐにブレードのせいにせず、チューブの送りの安定性と振動を確認してください。 層間剥離が発生した場合は、すぐに紙のせいにするのではなく、接着剤の均一性と張力のドリフトを確認してください。 常に冷静な診断がパニックの調整に勝ります。
機器を購入することは一つのことです。何年もスムーズに運営することは別の話です。良好なサプライヤー関係には通常、次のものが含まれます。 実践的な試運転サポート、明確な操作ガイダンス、アクセス可能な摩耗部品、トラブルシューティングのための迅速なサービス。 目標はシンプルです。納期を予測可能な状態に保ち、配送スケジュールの信頼性を維持することです。
から調達している場合 温州飛華印刷機械有限公司、会話を生産計画のように扱います。 真空管の仕様、実際の材料、出力目標を共有し、長時間の稼働でもマシンがどのように安定するかを尋ねます。 再起動と頻繁なサイズ変更。受け取った回答の質によって、パンフレットよりも多くのことがわかります。
Q: 紙管製造機の見積もりを依頼する前に何を準備すればよいですか?
答え:チューブの直径の範囲、壁の厚さの範囲、長さの範囲、紙の坪量/層数、接着剤の種類の好み、シフトごとの目標生産量、および特別な要件 (端部仕上げ、ダスト制御、厳しい公差、頻繁なサイズ変更) を準備します。入力が明確であればあるほど、推奨事項がより正確になります。
Q: チューブの強度の問題が機械に起因するのか、原紙に起因するのかを知るにはどうすればよいですか?
答え:パターンを確認します。リールの交換、停止、または湿度の変化後に層間剥離が急増する場合は、プロセスの安定性 (張力、接着剤の均一性、巻取り圧力) が関与している可能性があります。すべての条件で一貫して発生する場合は、原材料または接着剤の適合性が原因である可能性があります。
Q: 切断品質を評価する現実的な方法は何ですか?
答え:いくつかのサンプルから判断しないでください。自分の仕様で長時間実行するよう依頼し、その後、特に再起動後など、時間の経過に伴うカットエンドと長さの一貫性を検査してください。一貫した清潔さと耐性は、単一の「完璧な」カットよりも重要です。
Q: 速度が高いほど常に良いのでしょうか?
答え:フルシフトにわたって品質が安定している場合に限ります。高速で寸法が変動したり、洗浄が頻繁に停止したりすると、わずかに遅く安定したラインに比べて、販売可能な生産量が減少する可能性があります。
Q: 品質を最も直接的に保護するメンテナンス作業は何ですか?
答え:接着エリアの清掃、切断付近のほこりの管理、振動や緩みの定期的なチェックは大きな効果があります。これらにより、静かにスクラップが発生する「小さな漂流」を防ぎます。
適切な紙管マシンを管の仕様と毎日の出力目標に合わせる準備はできていますか?
直径の範囲、肉厚、長さの許容差、用紙の種類、対象容量をお知らせください。実際の構成をマッピングするお手伝いをいたします。 安定した生産、素早い段取り替え、きれいなカットを優先します。 驚きを減らし、より予測可能な変化を望む場合は、 お問い合わせアプリケーションについて話し合い、カスタマイズされたソリューションをリクエストします。











