
言語

記事の概要
紙管は、包装、繊維、ラベル、保護コア、さらには建築用型枠など、あらゆる場所で使用されています。しかし、需要が高まる瞬間、 多くのメーカーが同じ壁にぶつかっていました。チューブの強度が不安定、接着剤のラインが乱雑、直径が不安定、スクラップ率が高く、 渋滞や切り替えの遅さによる不快なダウンタイム。このガイドでは、紙管の製造でよく起こる問題を詳しく説明します。 機器を購入する前に何を評価すべきか、また、強力でクリーンな顧客向けのチューブを提供する安定した再現可能なプロセスを構築する方法。 また、より適切な購入決定をサポートするための実用的なチェックリスト、主要なマシン機能の比較表、FAQ も含まれています。
目次
月曜日には「完璧な」チューブができたのに、木曜日には拒絶反応があったという経験があるのは、あなただけではありません。紙管の製造は欺瞞的です 敏感: 紙の水分、接着剤の粘度、巻き取り張力、またはブレードの鋭さのわずかな変化が品質の変動を引き起こす可能性があります。 顧客が苦情を言うとき、彼らは通常、下流の機械 (印刷、スリット、巻き戻し、ラミネート加工、 繊維巻き)も敏感です。ここでは、購入者が最も言及する問題点と、その背後に通常あるものを示します。
信頼できる紙管機械ただ「走る」だけではありません。オペレータがシフトごとに同じ方法で作業を行うことができるため、チューブが安定した状態に保たれます。 たとえ生産量が増加したり、新しいスタッフがラインに加わったとしても。
業界ごとに異なる公差を考慮しますが、ほとんどの購入者は、フィット感、強度、 表面、カット品質。紛争を減らし、承認を迅速化したい場合は、事前に内部目標を定義します。
| 品質の高いアイテム | 顧客にとってなぜ重要なのか | 失敗した場合の一般的な根本原因 |
|---|---|---|
| 内径の安定性 | 巻き取り軸や印刷軸のぐらつき、滑り、振動を防止します。 | マンドレルの摩耗、テンションのずれ、紙のズレ、巻き圧の不均一 |
| 真円度(楕円度が低い) | フィット感を向上させ、高速走行時のエッジダメージを軽減します。 | アンバランスな張力、一貫性のない紙の厚さ、不十分なツールの位置合わせ |
| 接着強度と層の完全性 | 層間剥離、崩壊、コアの亀裂を阻止します。 | 接着剤の粘度が間違っている、被覆率が低い、硬化時間が不十分である、紙が湿気を帯びている |
| 切り口の清浄度 | 粉塵の低減、取り扱いの安全性の向上、きれいな包装外観のサポート | 切れ味の悪い刃、不適切なカッター速度、振動、紙送り不良 |
| 表面の外観と接着剤の制御 | ブランドのパッケージや小売用チューブにとって重要 | 糊の塗りすぎ、塗りムラ、送りの不安定、ローラーの汚れ |
テーマに注目してください。マシンは物語の半分にすぎません。最良の結果は、一貫したパラメータをサポートするマシン設計から得られます。 さらに、測定と標準化を行う生産チームも含まれます。
モデルを比較する前に、真空管の「ファミリー」を定義してください。厚肉の産業用コアに優れたマシンでも、 短くて薄肉の包装チューブ、またはその逆。自分自身に問いかけてください:
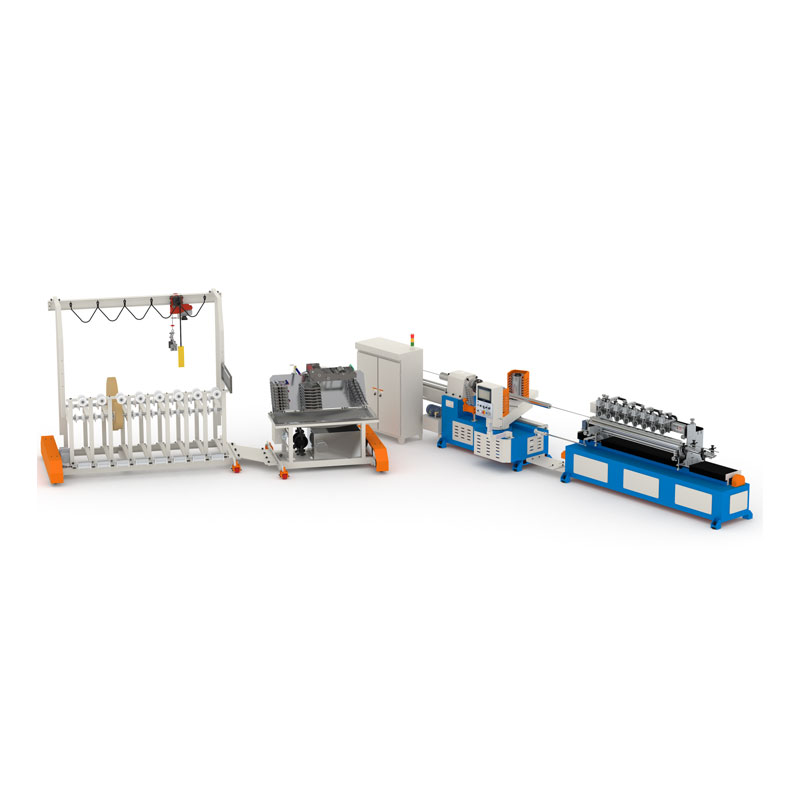
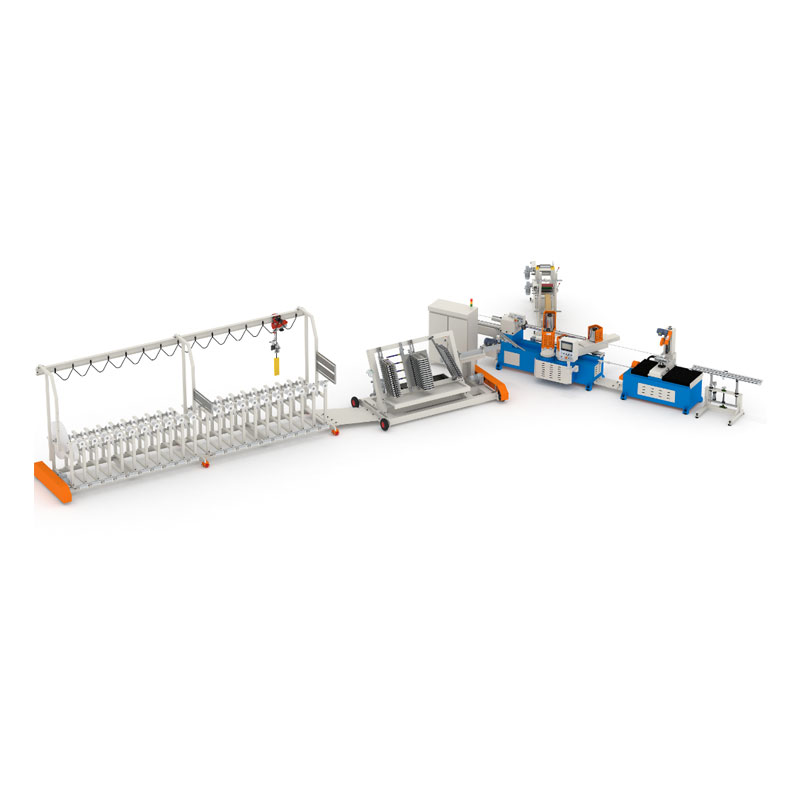
製品構成をマッピングしたら、「ハードパーツ」を保護するマシン構成を選択します。 安定した巻き取り張力、制御された接着剤塗布、正確な切断、およびサイズ間での再現可能な調整。 ここで、経験豊富なメーカーが何ヶ月もの試行錯誤を省いてくれるでしょう。
例えば、温州飛華印刷機械有限公司信頼性の高い紙管ラインを求めるお客様をサポートします。 真空管の範囲、プラントのレイアウト、オペレーターの習慣に基づいて構成されます。実際の生産の成功は、機械がどのように機能するかに依存するためです。 パンフレットの中でではなく、あなたのフロアで行動します。
購入者が最大速度のみを重視すると、後でスクラップやダウンタイムでその代償を支払うことになることがよくあります。代わりに、出力を行う機能を評価します。 再現性があり、制御が簡単です。通常、最大の効果をもたらすものは次のとおりです。
オプションを比較する有効な方法は、機能をビジネスの成果に変換することです。つまり、顧客からの苦情が減り、廃棄が減り、切り替えが速くなり、 そしてより簡単なトレーニング。サプライヤーが自社の設計がこれらのリスクをどのように軽減するかを説明できれば、実際の生産を理解している可能性があります。
たとえ強力な紙管マシンであっても、不安定な入力と永遠に「戦う」ことはできません。一貫したチューブを実現するための一番の近道は、基本を標準化することです。 紙、糊、巻き方の設定、裁断の設定。ここではすぐに実践できる実践的なアプローチを紹介します。
シンプルな考え方が必要な場合は、最後に欠陥を追いかけないでください。小さなチェックと一貫したレシピでドリフトを早期にキャッチします。 これが、「オペレーターの才能」による真空管製造を拡張可能なプロセスに変えるものです。
突然の生産障害のほとんどは偶発的なものではなく、無視された小さな問題の結果が後から発生したものです。短期間で一貫したメンテナンス 日常的な作業は、品質がすでに低下した後に訪れる「大規模な修理の日」を上回ることがよくあります。
また、簡単なログを記録してください。欠陥が現れた場合は、日付、チューブの種類、用紙のバッチ、接着剤の設定、速度、およびシフトに誰がいたかを記録します。 パターンは予想よりも早く可視化されます。これらのパターンは、緊急事態を繰り返すのではなく根本原因を解決する方法です。
不安定なチューブの寸法、接着の問題、またはマージンを食い続けるダウンタイムに対処している場合は、単に「チューニングを厳しくする」だけではありません。 チューブの範囲を定義し、プロセスレシピをロックし、オペレーターにとって一貫性を維持しやすい機器を選択します。 良い一日を。
紙管機械の構成を紙管のサイズ、材質、生産目標に正確に合わせたいですか?連絡先温州飛華印刷機械有限公司そして お問い合わせ要件について話し合い、実用的な推奨事項を得る よりクリーンでより一貫した生産ラインを実現します。











